

在出口制鞋产业的品质管控体系中,鞋带霉变已成为制约产品合格率、引发海外客诉的核心痛点之一。不同于鞋面霉变易被提前发现,鞋带霉变多在开箱检验时才暴露——鞋体外观完好无损,鞋带却已出现霉变、泛黄、霉斑附着及异味等问题,严重影响产品口碑,甚至导致整柜货品被退货、索赔。多数企业将其归咎于环境湿度等外部因素,却忽视了鞋带本身的材质特性、生产工艺疏漏等内在诱因,使得霉变问题反复出现。基于iHeir艾浩尔多年深耕鞋类防霉领域的实战经验,本文从痛点溯源、传统方案弊端、全流程防控体系、效果验证四个维度,提供差异化、可落地的专业化解决方案,助力鞋厂彻底破解鞋带霉变难题。
一、出口鞋厂鞋带霉变核心痛点溯源
相较于鞋面,鞋带成为霉变高发部位,本质是“材质特性+工艺疏漏+环境影响”的三维叠加效应,其核心痛点可拆解为以下三大类,精准区分于传统单一归因的认知:
(一)材质先天短板:纤维吸湿与表面特性易滋生霉菌
当前出口鞋款常用的鞋带材质以棉、涤棉等天然及混纺纤维为主,该类材质的微观结构具有多绒毛、多孔隙的特点,吸湿速率远高于鞋面皮革、合成革等材质,在仓储、海运等高湿环境中,能快速吸附空气中的水汽,使自身湿度达到霉菌生长的临界值(相对湿度≥60%)。同时,鞋带表面纤维粗糙,易吸附生产环境中的灰尘、微生物,以及工人绑带过程中残留的手部汗液、皮脂等分泌物,形成天然的“霉菌营养载体”,为霉菌孢子的定植提供了基础条件。
(二)工艺管控盲区:防霉喷涂与工序衔接存在疏漏
在出口鞋厂的生产流程中,防霉工艺多聚焦于鞋面、鞋底等核心外观部位,对鞋带、鞋舌及鞋带孔周边等隐蔽部位的防护重视不足,形成明显的工艺盲区。具体表现为:一是喷涂工序中,喷头角度未针对性调整,导致鞋带正反面、鞋舌与鞋带衔接处等部位漏喷、喷涂不均;二是打蜡鞋带的工序衔接不合理,多数企业在打蜡后未补充防霉喷涂,蜡层形成阻隔,导致防霉剂无法渗透至鞋带纤维内部;三是绑带工序后未增加二次防霉处理,手部残留的污染物无法有效清除,进一步加剧霉变风险。
(三)环境适配不足:出口全链路高湿风险难以管控
出口鞋品从生产出厂到送达海外终端,需经历仓库存储、集装箱海运、海外仓中转、门店陈列等多个环节,每个环节都存在高湿风险:仓库存储时若湿度管控不当、集装箱海运过程中出现凝露现象、海外仓环境温湿度不稳定,都会导致鞋盒内水汽积聚,而鞋带作为吸湿能力最强的部件,会率先吸附水汽,结合表面残留的营养物质,快速引发霉变,且霉变后易蔓延至鞋舌、鞋内里,最终影响整双鞋的品质。
二、传统鞋带防霉方案的核心弊端及优化方向
目前多数鞋厂采用的“酒精擦拭+普通干燥剂”传统方案,仅能实现短期、表面的防霉效果,无法适配出口鞋品全链路的防控需求,其核心弊端及针对性优化方向如下,区别于原有单纯的局限性分析:
(一)传统方案弊端拆解
-
酒精擦拭:仅能杀灭鞋带表面的霉菌孢子,无长效防护能力,且酒精挥发后会破坏鞋带表面的轻微防护层,反而增加后续吸湿概率;同时,手工擦拭易出现遗漏,无法实现全面杀菌,难以应对长期运输中的霉菌孢子二次定植。
-
普通干燥剂:仅能吸附鞋盒内的部分水汽,无法调控环境湿度至霉菌生长临界值以下,且对鞋带表面的汗液、皮脂、灰尘等营养物质无任何清除作用,一旦环境湿度回升,霉菌会快速依托营养物质繁殖,导致霉变复发。
(二)方案优化核心方向
传统方案的核心问题的是“重表面、轻根源,重短期、轻长效”,因此优化需围绕“根源清除营养物质、全流程长效防护、适配出口环境”三个核心,实现从“被动应对”到“主动防控”的转变,为后续全流程解决方案奠定基础。
三、出口鞋厂鞋带全流程专业化防霉解决方案
结合出口鞋品的全链路风险特点,构建“生产环节根源防控+包装环节长效防护+环境环节辅助管控”的三位一体解决方案,突破原有单一环节的防控逻辑,每个环节均明确操作标准、核心要求及落地要点,确保可标准化、可复制:
(一)生产环节:根源防控,消除霉变滋生条件
生产环节是鞋带防霉的核心,重点解决“营养物质残留”“喷涂盲区”“工序衔接”三大问题,搭配iHeir-Spray防霉抗菌剂,实现根源防控:
-
前置预处理:绑带前对鞋带进行预处理,采用专用清洁液清除表面灰尘、杂质,减少营养物质残留;对于打蜡鞋带,采用低温脱脂工艺,在不破坏蜡层光泽的前提下,提升防霉剂的渗透能力。
-
标准化喷涂:采用整鞋自动喷涂设备,调整喷头角度至45°,确保防霉剂均匀覆盖鞋带正反面、鞋舌与鞋带衔接处、鞋带孔周边等部位,喷涂量控制在0.5-1ml/双,避免喷涂过多导致鞋带泛黄;打蜡鞋带需在绑带后增加一次补喷,确保防霉剂渗透至纤维内部。
-
工序管控:绑带工人需佩戴一次性手套,避免手部汗液、皮脂污染鞋带;绑带完成后,对鞋带进行二次检查,发现漏喷、污染等问题及时处理,确保每一双鞋的鞋带都得到充分防护。
-
(二)包装环节:长效防护,覆盖全链路风险
针对出口全链路的高湿风险,在包装环节增加长效防护措施,弥补生产环节的防护短板,实现从生产到终端的全周期防护:
-
防霉片标准化配置:每个鞋盒内放置1片Power Pak防霉除臭片,优先放置于鞋舌上方、鞋带附近,确保防霉成分可直接作用于高风险部位;对于高湿度地区出口的鞋品,可增加至2片,提升防护强度。
-
-
鞋盒密封处理:采用密封性能良好的鞋盒,包装时确保鞋盒完全密封,减少外界水汽进入;同时,在鞋盒内放置1包专用防潮干燥剂(吸湿量≥50g),与防霉片协同作用,双重调控鞋盒内湿度。
-
包装检验:包装完成后,对鞋盒进行抽样检查,确保防霉片放置规范、鞋盒密封完好,避免因包装疏漏导致防霉失效。
(三)环境环节:辅助管控,降低外部风险
配合生产、包装环节的防控措施,加强仓库、集装箱等环境的湿度管控,进一步降低鞋带霉变风险:
-
仓库管控:仓库内安装温湿度监测设备,将相对湿度控制在50%-60%之间,定期通风换气,避免水汽积聚;鞋带、成品鞋需放置在离地面10cm以上的货架上,远离墙面、窗户等易受潮部位。
-
集装箱管控:集装箱装货前,采用干燥剂对箱体进行预处理,清除箱内残留水汽;装货后,在集装箱内放置适量的集装箱专用防潮剂,避免海运过程中出现凝露现象;同时,在集装箱内壁张贴温湿度指示卡,实时监测运输过程中的环境变化。
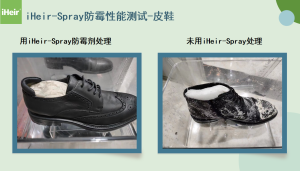
四、方案效果验证:小范围测试+规模化落地流程
为确保方案的有效性和适配性,避免盲目规模化投入,建议鞋厂先开展小范围对比测试,再逐步推广落地,具体流程区别于原有测试方案,增加规模化落地指引:
-
测试准备:选取3款霉变风险最高的出口鞋型(涵盖打蜡、非打蜡两种鞋带类型),每种鞋型选取100双作为测试样本,分为实验组(50双)和对照组(50双)。
-
分组处理:对照组按照企业现有传统方案生产、包装;实验组按照本方案的生产预处理、标准化喷涂、包装防护及环境管控要求执行。
-
环境模拟测试:将两组样本同时放入模拟出口全链路环境的试验箱中(温度25-30℃,相对湿度70%-80%,模拟仓储、海运环境),静置4周,每周记录样本的霉变情况(霉变率、霉变程度)。
-
结果分析:对比两组样本的霉变数据,若实验组霉变率较对照组降低80%以上,说明方案有效;同时,分析测试过程中出现的问题,优化工艺参数,形成适配企业自身的标准化操作流程(SOP)。
-
规模化落地:根据测试优化后的SOP,在生产线逐步推广实施,安排专人负责工艺监督,定期开展员工培训,确保每个环节都严格按照标准执行;同时,建立长效监测机制,定期抽查成品鞋的防霉效果,及时调整防控措施。
五、行业启示与专项服务支持
对于出口鞋厂而言,鞋带霉变看似是“小问题”,实则是影响产品竞争力、品牌口碑的“大隐患”。其核心解决逻辑并非单纯依赖防霉产品,而是构建“材质适配+工艺标准+环境管控”的全流程防控体系,从根源上消除霉变滋生的条件,实现长效防控。
当前,出口鞋品的品质要求日益严格,海外品牌对防霉性能的考核愈发严苛,单纯的传统防霉方案已无法满足市场需求。iHeir艾浩尔作为鞋类防霉领域的专业服务商,可结合企业的产品结构、鞋带材质、出口目的地环境特点,为企业定制专属的防霉解决方案,提供从产品供应、工艺指导、效果测试到人员培训的全流程服务,助力鞋厂彻底破解鞋带霉变难题,降低退货、索赔风险,提升产品竞争力。
常见问题FAQ(鞋带防霉专项)
问1:不同材质的鞋带,防霉措施有差异吗?
有明显差异。棉、涤棉等吸湿型纤维鞋带,重点强化预处理和喷涂防护,减少营养物质残留和水汽吸附;尼龙、涤纶等非吸湿型鞋带,重点防控表面污染和喷涂盲区,无需额外增加脱脂工序;打蜡鞋带需在打蜡前后补充防霉喷涂,确保防霉剂渗透,避免蜡层阻隔。
问2:Power Pak防霉除臭片与普通防霉片有何区别?
核心区别在于长效性和防护范围。普通防霉片仅能实现短期防霉,且防护范围有限;Power Pak防霉除臭片可在封闭鞋盒内持续缓释防霉、除臭成分,防护周期长达6-12个月,可全面覆盖鞋带、鞋舌、鞋内里等高风险部位,同时能去除霉变异味,提升产品品质体验。
问3:企业规模化落地该方案,需重点关注哪些环节?
重点关注三个核心环节:一是生产环节的喷涂标准化,确保喷头角度、喷涂量精准,避免漏喷、不均;二是工序衔接,尤其是打蜡鞋带的补喷和绑带后的二次检查;三是环境管控,重点做好仓库和集装箱的湿度监测与调控,避免外部环境导致防霉失效。同时,加强员工培训,确保全员掌握标准化操作流程。